 Italiano
Italiano English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














Oggi discuteremo come scegliere lo spessore e progettare le aperture quando si utilizzano gli stencil SMT.
Selezione dello spessore dello stencil SMT e del design dell'apertura
Il controllo della quantità di pasta saldante durante il processo di stampa SMT è uno dei fattori critici nel controllo di qualità del processo SMT. La quantità di pasta saldante è direttamente correlata allo spessore della sagoma dello stencil e alla forma e dimensione delle aperture (anche la velocità della racla e la pressione applicata hanno un certo impatto); lo spessore della sagoma determina lo spessore del modello di pasta saldante (che sono essenzialmente la stessa cosa). Pertanto, dopo aver selezionato lo spessore della dima, è possibile compensare i diversi requisiti di pasta saldante dei vari componenti modificando opportunamente la dimensione dell'apertura.
La scelta dello spessore della dima deve essere determinata in base alla densità di assemblaggio del circuito stampato, alle dimensioni dei componenti e alla spaziatura tra i pin (o le sfere di saldatura). In generale, i componenti con pad e spaziature più grandi richiedono più pasta saldante e quindi una sagoma più spessa; al contrario, i componenti con pad più piccoli e spaziatura più stretta (come QFP e CSP a passo stretto) richiedono meno pasta saldante e quindi una sagoma più sottile.
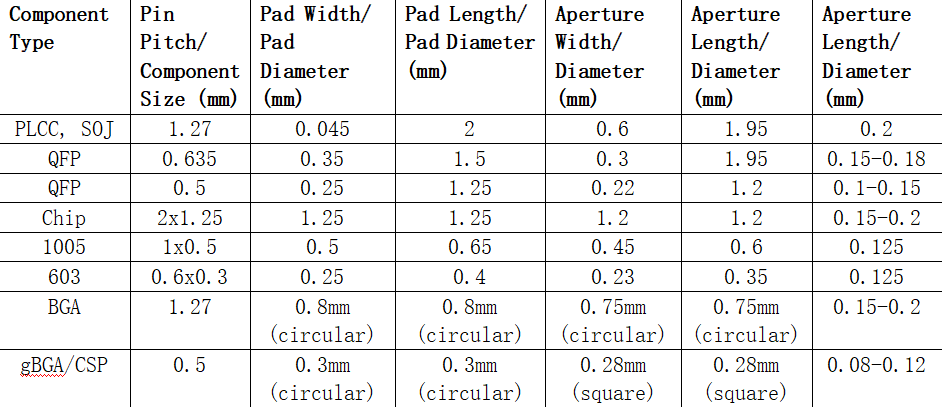
L'esperienza ha dimostrato che la quantità di pasta saldante sulle piazzole dei componenti SMT generali dovrebbe essere pari a circa 0,8 mg/mm ² e circa 0,5 mg/mm ² per componenti a passo stretto. Troppo può facilmente portare a problemi come consumo eccessivo di saldatura e ponti di saldatura, mentre troppo poco può portare a un consumo di saldatura insufficiente e a una resistenza di saldatura inadeguata. La tabella mostrata sulla copertina fornisce le soluzioni di progettazione di aperture e modelli di stencil corrispondenti per diversi componenti, che possono essere utilizzate come riferimento per la progettazione.
Impareremo altre conoscenze sullo stencil PCB SMT nel prossimo articolo.
